


扫一扫
加微信
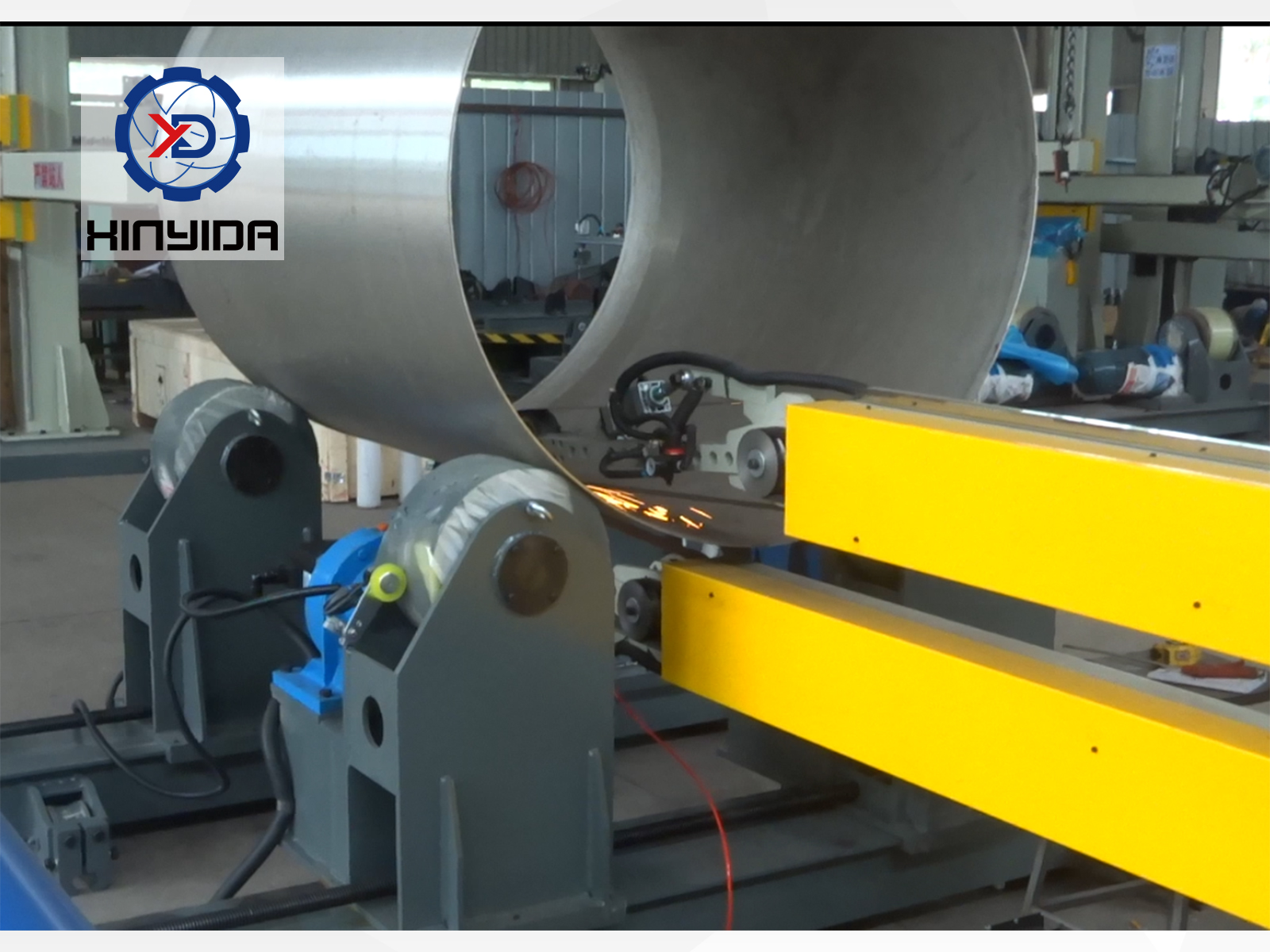
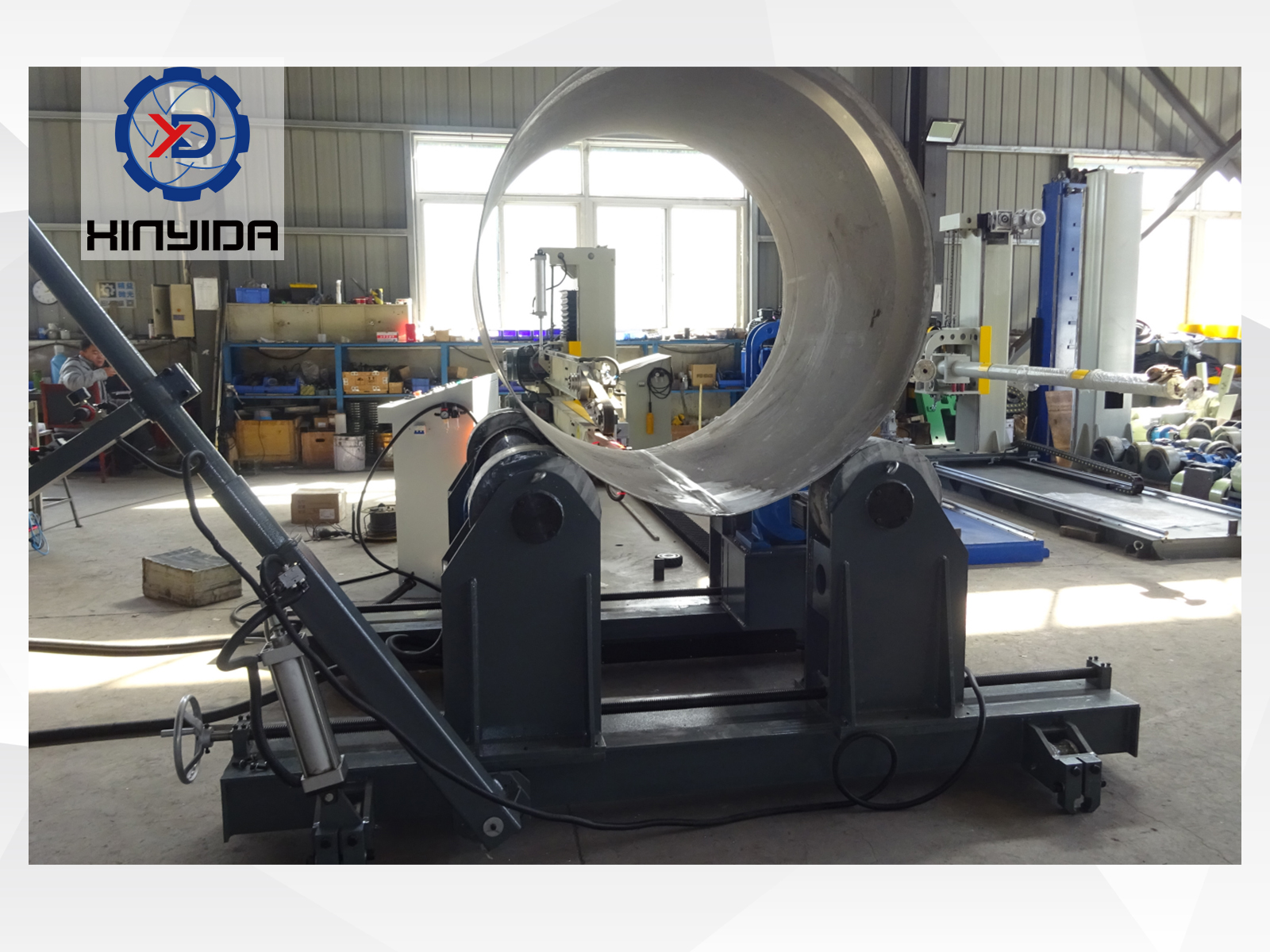
罐体纵焊缝打磨机
罐体纵焊缝打磨机是一款针对中大型金属筒体纵向焊缝内外部表面同时打磨处理的自动化设备,采用双砂带磨头设计,结合伺服滚台定位系统,实现对罐体焊缝高效、稳定、精准的加工处理。系统配备气缸恒压打磨机构,以及风冷装置,提高抛磨稳定性,避免热变形。
罐体纵焊缝打磨机XYD-2-PLC3000
- 产品介绍
- 产品视频
1. 内容介绍
封头抛光机专为不锈钢圆柱体、锥体及封头的内外壁精密打磨与镜面抛光而设计,适用于食品、医药、化工等对卫生等级和表面质量要求极高的金属容器制造行业。
设备支持砂带与抛光轮的自由切换,可实现哑光、亮光及镜面处理效果,满足不同生产需求。结构设计稳定,运行高效,兼具安全与环保特性。
2. 产品特点
| 特点名称 | 功能与优势说明 |
|---|---|
| 多功能抛光 | 同时支持砂带与抛光轮加工,灵活实现多种表面处理效果。 |
| 高精度加工 | 表面粗糙度可达Ra ≤ 0.2 μm,满足高端镜面抛光需求。 |
| 稳定结构设计 | 高强度机架,抗震性能好,确保加工精度。 |
| 高效率驱动系统 | 配备大功率抛光电机与变频控制,效率与稳定性兼顾。 |
| 安全环保 | 全封闭护罩设计,防尘降噪,可选配工业吸尘装置。 |
3. 技术参数
| 项目 | 技术参数 |
|---|---|
| 加工工件类型 | 不锈钢圆柱体、锥体、封头 |
| 抛光直径范围 | 400–3000 mm(可定制) |
| 最大加工高度 | ≤ 1000 mm |
| 表面粗糙度 | Ra ≤ 0.2 μm |
| 抛光方式 | 砂带 / 抛光轮可互换 |
| 电机功率 | 4 kW / 5.5 kW(可选) |
| 控制方式 | 数控/PLC全自动 |
| 可选配置 | 工业吸尘系统、水冷系统 |
4. 加工范围与应用领域
加工范围
-
封头内外壁抛光
-
圆柱体、锥形容器外表面精抛
-
哑光、亮光、镜面效果处理
应用领域
-
食品级不锈钢容器制造
-
医药设备及制药罐加工
-
化工反应釜与储罐制造
-
高洁净金属容器抛光




 QQ客服
QQ客服