
扫一扫
加微信
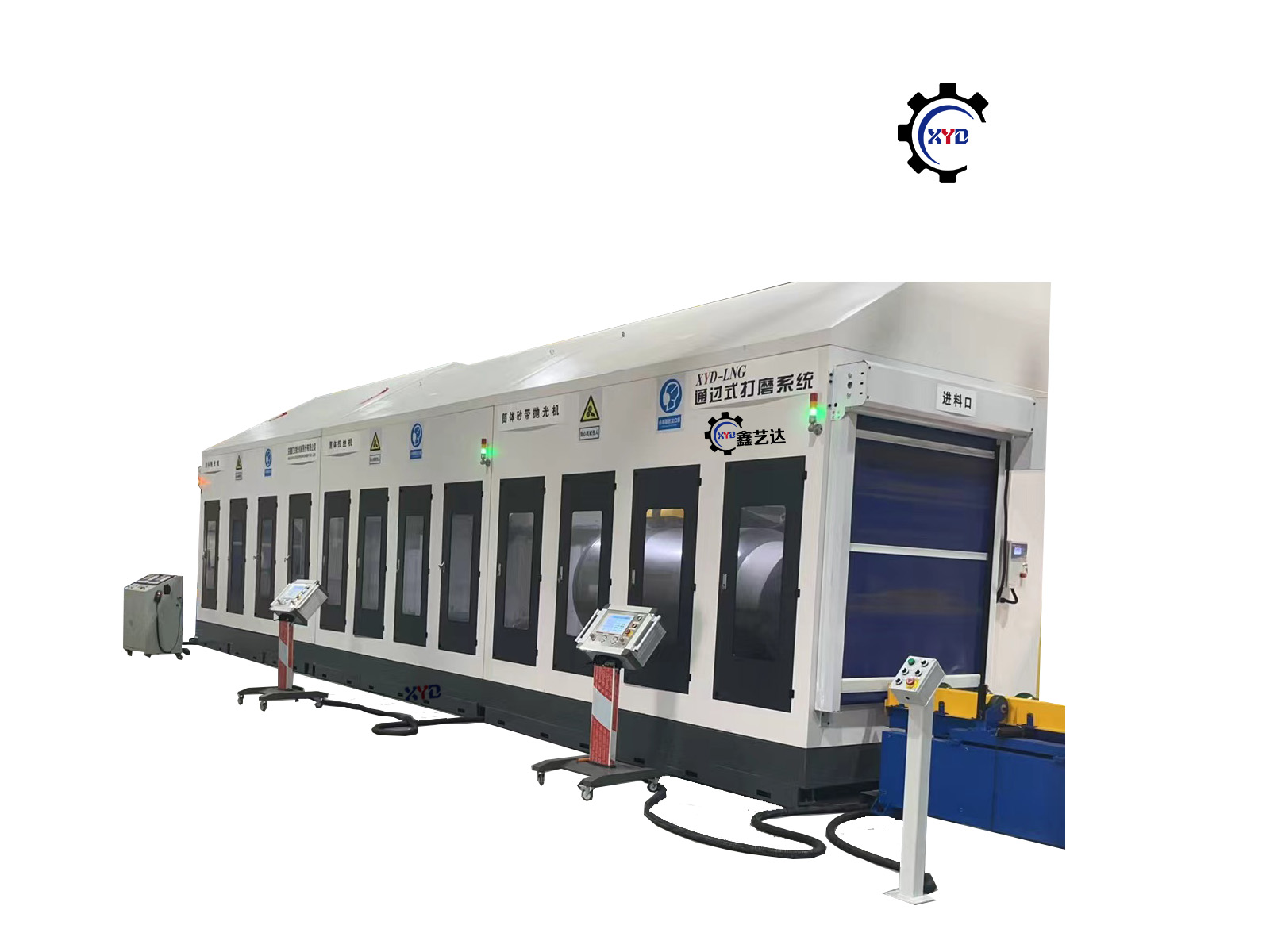
安徽鑫艺达设备耗材介绍
发布时间:2022-10-25 15:07:38 人气:0 来源:未知来源
尊敬的客户:你好!
为了更好的了解和使用本公司的耗材(砂带、布轮、千叶轮、尼龙轮、麻轮、钢丝轮等),使用前请认真阅读以下几点:
一、适用范围:
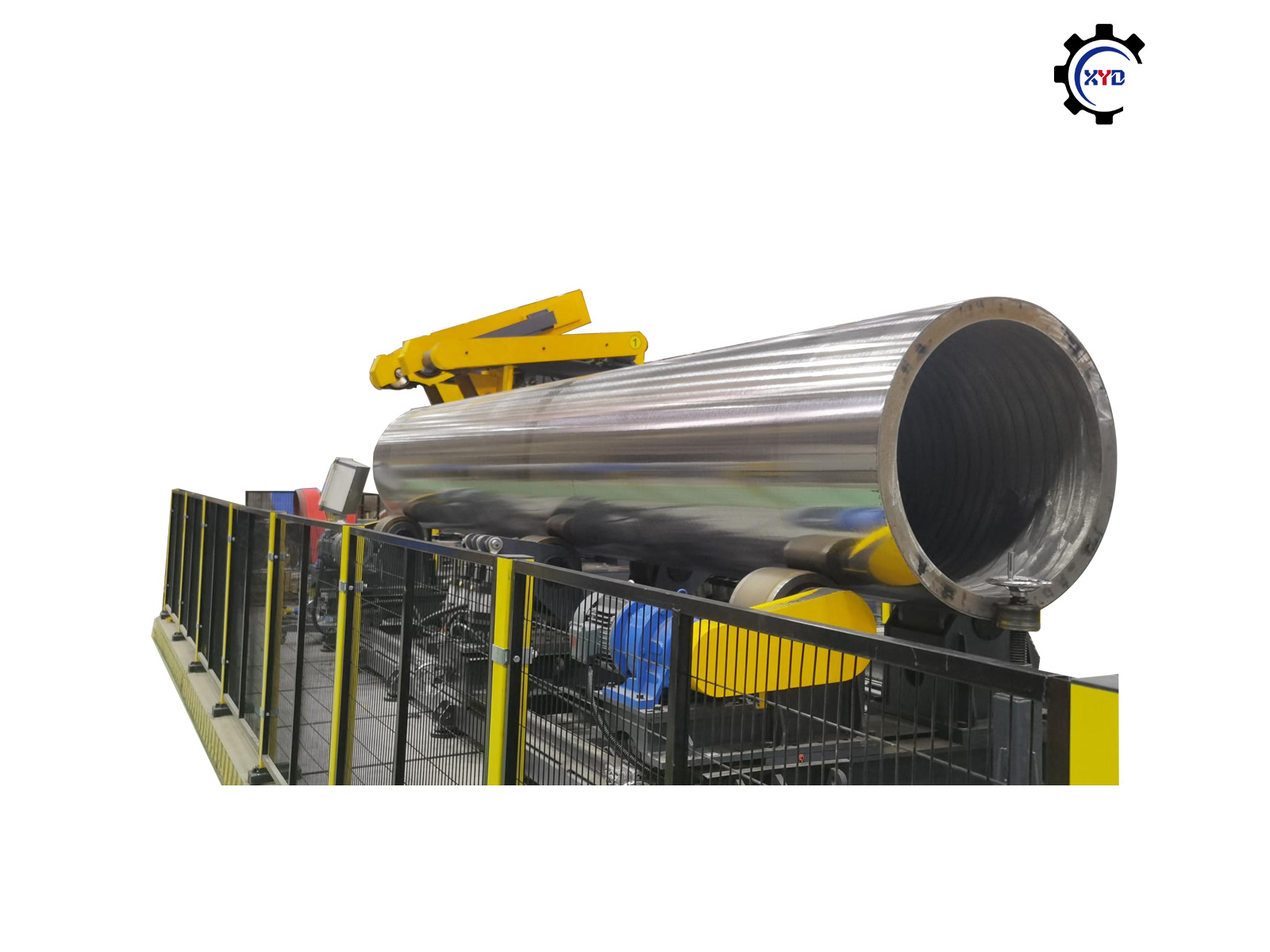
适用于各种不锈钢、金属、木材、家具、石材等多个领域的表面大面积粗抛、修磨、除锈和磨削;对各种不规则型面的抛光整形,不同材料机械制造多方面的除锈打磨,具有抛光效率高,使用寿命长等优点,并且广泛的用于汽车制造、重型机械、船舶修理、不锈钢、铝合金、五金及装饰等行业。
二、耗材的选择:
1、尼龙轮是磨料磨具的重要分支产品,是继砂带、砂轮等强切削研磨产品之后的研磨产品。尼龙轮产品主要由尼龙纤维网、研磨介质(矿砂)、粘结树脂等主要成分组成,其中可能添加吸热助剂、填料、色料等各种助剂。我们主要做的是叠合轮由工业白洁布(Nylon Prebond)通过辊胶涂布的方法(胶中含粘结剂和磨料等)涂布并一片一片堆叠压合并在烤箱中烘烤固化,最后冲切而成;
2、砂带是由基材(布、纸、胶片)、矿砂、组合剂组成,一般磨不锈钢时,通常选择锆刚玉材质,陶瓷材质。氧化铝堆积的磨料,在磨封头和罐体时,一般多用于80#、120#、180#、240#、320#、400#、600#。此时的橡胶接触轮的硬度一般是55°到65°比较多。如果要求镜面,后面还要用800#、1000#、1200#,这时橡胶接触轮要软些,硬度在45°左右。在装砂带之前,一定要确保机器运转方向与砂带上箭头方向一致,让砂带空转一分钟再接触工件。砂带一般应放置在干燥通风的环境,一般温度最好在18到22℃,湿度在40%到65%。
RA 0.1 600# RA 0.2 400#
RA 0.4 320# RA 0.8 240#
3、砂带线速度越高,其磨削效率会越高,粗磨时砂带线速度一般为12-20m/s,精磨时为25-30m/s;氧化层较厚时,一般用陶瓷材质的性价比好,用36#、40#、60#、80#;
4、2B板抛光镜面时,可直接用布轮加抛光蜡;
5、普通冷板打磨时,可以从240#开始,400#、600#、布轮加蜡,可以到镜面,但有丝纹,如果无丝纹的镜面,砂带要用到1200#甚至4000#;
6、热板一般从80#开始打磨,如果需要拉丝效果,可以砂带打磨到400#或者600#后,用蓝色尼龙丝带拉丝,或者需要更粗的纹路时,用红色。





 QQ客服
QQ客服